Jul 09, 2026
Unidad de filtración con ventilador frente a caja de filtro HEPA: ¿Qué solución de filtración terminal es la adecuada para su sala limpia?
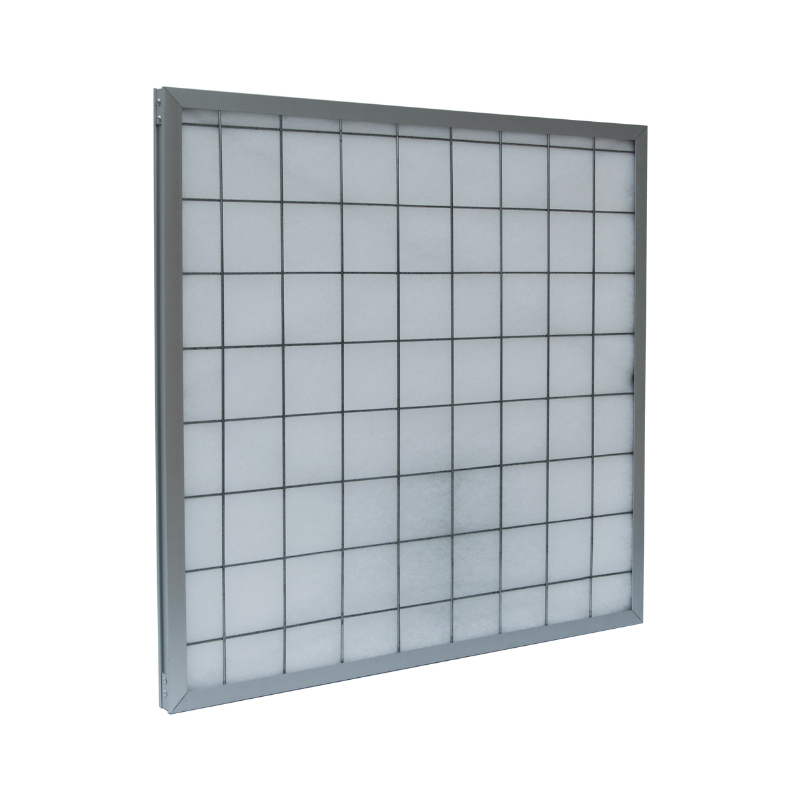
La elección entre Unidades de filtro de ventilador (FFU) y Cajas de filtros HEPA Depende de la arquitectura del sistema de tratamiento de aire: las unidades de filtro de fango activas utilizan motores integrados para aspirar y recircular el aire localmente, mientras que las cajas HEPA pasivas dependen de unidades de tratamiento de aire centrales (UTA) y de una extensa red de conductos para suministrar aire acondicionado a los filtros terminales.Este artículo técnico abarca los principios mecánicos, las características operativas y las complejidades de instalación de las unidades de filtro de ventilador activas (FFU) frente a las cajas de filtro HEPA pasivas (cajas HEPA). Analizamos su impacto en Sistema de climatización (HVAC) Este documento describe el diseño, compara los costos de su ciclo de vida y presenta una matriz de selección de ingeniería estructurada. Está dirigido a arquitectos de salas blancas, consultores mecánicos y administradores de instalaciones de los sectores de semiconductores, farmacéutico y sanitario, quienes deben elegir el sistema de filtración terminal óptimo para la construcción de nuevas salas blancas o la modernización de instalaciones existentes. Principios técnicos: Ventilación activa frente a ventilación pasiva en salas blancasLa filtración terminal es la última barrera entre el sistema de suministro de aire de una sala limpia y su entorno controlado. La forma de suministrar y filtrar este aire determina la distribución general, la carga estructural y el consumo energético de la infraestructura de climatización de la instalación. Unidad de filtro con ventilador (filtración activa)Una unidad de filtro con ventilador (FFU) es un módulo de filtración terminal activo y autónomo. Consta de un impulsor motorizado (ventilador) montado directamente sobre una carcasa de filtro HEPA o ULPA. - Mecanismo de funcionamiento: El ventilador integrado aspira aire de un plenum de techo (a menudo un plenum de recirculación) o de un conducto de baja presión. Presuriza el aire dentro del mini-plenum interno de la unidad y lo fuerza hacia abajo a través del medio filtrante HEPA. - Impacto en el sistema: Debido a que cada FFU tiene su propio mecanismo de accionamiento, el sistema externo sistema de tratamiento de aire La unidad de tratamiento de aire (UTA) no necesita superar la caída de presión estática del filtro HEPA. La UTA solo se encarga de introducir aire fresco de reposición, controlar la temperatura y la humedad, y suministrar aire preacondicionado al plenum del techo. Caja de filtro HEPA (filtración pasiva)Una caja de filtro HEPA (también conocida como difusor terminal o carcasa HEPA terminal) es un dispositivo pasivo. No contiene componentes motorizados. - Mecanismo de funcionamiento: La caja HEPA recibe aire preacondicionado y a alta presión de una UAT central a través de una red ramificada de conductos flexibles galvanizados o aislados. El aire es forzado a través del filtro HEPA terminal de la caja por la presión estática generada por el potente ventilador de suministro de la UAT central. - Impacto en el sistema: La UAT central debe generar suficiente presión estática para superar la resistencia acumulada de todas las compuertas, codos, tramos largos de conductos y el propio filtro HEPA terminal. Esto requiere grandes motores de ventilador central y una extensa red de conductos que requiere un equilibrado constante. Matriz de comparación y selección de ingenieríaLa elección entre filtración terminal activa y pasiva influye en todos los aspectos del funcionamiento de una sala limpia, desde el confort acústico hasta la flexibilidad a largo plazo. Espacio del techo y carga estructuralLas unidades de filtración de aire (FFU) son más pesadas que las cajas HEPA pasivas debido a sus motores e impulsores integrados. Por consiguiente, la estructura del techo (de barras en T o de alta resistencia) debe diseñarse para soportar este peso estático adicional. Sin embargo, las FFU requieren mucho menos espacio vertical en el techo, ya que extraen el aire directamente de un pleno abierto. Las cajas HEPA, si bien son más ligeras, requieren un espacio vertical considerable en el falso techo para alojar los conductos de derivación y las compuertas de control de volumen manual. Control de ruido y vibracionesDebido a que las unidades de filtración de aire (FFU) contienen motores individuales, tener cientos de unidades en una sala limpia grande puede generar ruido y vibraciones localizadas. Esto es una preocupación crítica en las fábricas de semiconductores submicrométricos (donde los equipos de fotolitografía son sensibles a las microvibraciones) o en los laboratorios de investigación. Los diseños modernos de FFU solucionan este problema mediante el uso de impulsores motorizados equilibrados con precisión y soportes amortiguadores de vibraciones. Las cajas HEPA pasivas no generan vibraciones localizadas porque no tienen partes móviles. Sin embargo, el aire a alta velocidad que fluye a través de los codos y amortiguadores de los conductos en los sistemas pasivos puede generar ruido acústico de alta frecuencia si no está correctamente aislado. Equilibrio y control del aireEl equilibrio de una sala limpia con cajas HEPA pasivas requiere el ajuste manual de las compuertas de volumen dentro del plenum del techo, un proceso tedioso y repetitivo. Si se ajusta la compuerta de una caja HEPA, la presión cambia, afectando el flujo de aire en todas las demás cajas. Las unidades de filtración de aire (FFU), especialmente cuando están equipadas con motores de conmutación electrónica (EC), pueden integrarse en un sistema de control de grupo digital (mediante RS485 o Modbus). Los técnicos pueden ajustar la velocidad del aire de unidades individuales o grupos desde una computadora central, y los motores pueden ajustar automáticamente su velocidad para mantener un flujo de aire uniforme a medida que los filtros se cargan. Parámetros operativos y técnicosUnidad de filtro de ventilador (FFU) - ActivaCaja de filtro HEPA - PasivoMecanismo de accionamientoMotor e impulsor integrados (activo).Ninguno; depende del ventilador central de la unidad de tratamiento de aire (pasivo).Método de suministro de aireToma el aire del plenum de recirculación del techo o de un conducto de baja presión.Alimentado por ramales canalizados de alta presión.Carga estructural del techoAlto (aproximadamente de 20 a 35 kg por unidad de 4x2).Bajo (aproximadamente de 8 a 15 kg por unidad).Requisitos de conductosMínimo (a menudo ninguno, si se utiliza un plenum de retorno de aire).Alta (extensa red de conductos ramificados).Equilibrio del flujo de aireControl digital/automatizado mediante grupo motor EC.Ajuste manual de los amortiguadores de control de volumen.Requisito de altura del techoBajo (toma de aire desde un pleno abierto; perfiles delgados disponibles).Alto (requiere espacio para codos y compuertas en los conductos).Nivel de ruido localizadoDe 52 a 58 dB(A) por unidad (acumulativo en grandes conjuntos).Extremadamente bajo (limitado al ruido del conducto de salida de aire).Características de vibraciónMicrovibraciones bajas y localizadas (el equilibrio del motor es fundamental).Cero vibraciones relacionadas con el equipo.Inversión de capital inicialAlto (debido a los cientos de unidades motorizadas y controladores).Moderado (menor costo unitario, compensado por los costos de los conductos).Flexibilidad operativaExtremadamente alto (modular plug-and-play; escalable).Bajo (requiere reducción y reequilibrio a escala). Los flujos de trabajo de instalación para sistemas activos y pasivos difieren significativamente:•Instalación de unidades FFU: Los sistemas FFU son altamente modulares. Las unidades se elevan hasta la estructura del techo desde el lado de la habitación o del plenum y se conectan a un riel de alimentación local. Dado que las conexiones de conductos son mínimas o inexistentes, la instalación física es rápida. Durante la puesta en marcha, la velocidad del aire se ajusta digitalmente.•Instalación de cajas HEPA: La instalación de cajas HEPA pasivas requiere mucha mano de obra. Cada caja debe colgarse de la losa estructural del edificio mediante varillas roscadas y conectarse al conducto de suministro principal con abrazaderas flexibles o rígidas. El equilibrio del flujo de aire exige que los técnicos suban y ajusten manualmente las compuertas mientras miden la velocidad del aire con una campana extractora, lo que puede llevar días o semanas en salas blancas grandes. Análisis del ciclo de vida y de los costos de mantenimientoPara evaluar el costo real de la filtración terminal, es necesario analizar tanto el gasto de capital inicial (CAPEX) como el gasto operativo continuo (OPEX).•Consideraciones sobre la inversión de capital (CAPEX): Las cajas HEPA pasivas tienen un precio unitario inicial más bajo que las unidades de filtro de humos (FFU). Sin embargo, al considerar el costo de los conductos aislados, las compuertas de control de volumen y los motores de mayor potencia necesarios para la unidad de tratamiento de aire central (UTA), la diferencia en el costo de capital entre ambos sistemas se reduce considerablemente.•Consideraciones sobre los costos operativos: Las unidades de ventilador equipadas con motores EC de bajo consumo energético pueden reducir los costos operativos. Dado que el plenum del techo actúa como una vía de baja resistencia, la presión estática total que debe superar el sistema HVAC se reduce drásticamente, lo que se traduce en un menor consumo energético general del ventilador.•Mantenimiento: Las cajas HEPA pasivas requieren un mantenimiento mínimo, ya que no tienen piezas mecánicas que puedan fallar; solo es necesario reemplazar el filtro HEPA. Las unidades FFU requieren inspecciones periódicas de los motores, aunque los modernos motores EC sin escobillas tienen una vida útil de los rodamientos que supera las 50 000 a 100 000 horas de funcionamiento continuo. Categoría de costos y operacionesUnidad de filtro de ventilador (FFU)Caja de filtro HEPA (pasivo)Mano de obra para el reemplazo del filtroBajo a moderado (fácil de cambiar desde el lado de la habitación).Bajo a moderado (fácil de cambiar desde el lado de la habitación).Mantenimiento de motores y ventiladoresInspección/sustitución periódica del motor (larga vida útil de los rodamientos).Mantenimiento cero de terminales; solo mantenimiento de la unidad de tratamiento de aire central.Eficiencia energética del sistemaAlto (los motores EC funcionan con una eficiencia óptima; bajas pérdidas en los conductos).Baja a moderada (altas pérdidas de presión estática en los conductos).Limpieza e inspección de conductosInsignificante (sistema de plenum de techo abierto).Alto (requiere inspección periódica de los conductos de ramificación).Costo de modificación de las instalacionesExtremadamente bajo (simplemente agregue o reubique módulos en la cuadrícula).Alto (requiere rediseñar los conductos y equilibrarlos). Configuraciones de salas blancas híbridas: cuándo combinar ambasEn el diseño moderno de salas blancas, los ingenieros no siempre consideran que las unidades FFU y las cajas HEPA sean mutuamente excluyentes. Con frecuencia se utilizan configuraciones híbridas para optimizar el rendimiento y el presupuesto.Diseños de clases dentro de clases: En una gran nave de envasado farmacéutico ISO Clase 7, ciertas zonas (como la línea de llenado o las áreas de manipulación de envases abiertos) deben cumplir con los estándares ISO Clase 5. En lugar de actualizar toda la sala a filtración FFU, los diseñadores instalan cajas HEPA pasivas para el área general ISO Clase 7 y suspenden una serie de FFU activas directamente sobre la línea de llenado crítica para crear una zona localizada de flujo laminar ISO 5.Sistema híbrido de presurización de plenum: En algunas salas blancas, se utiliza una unidad de tratamiento de aire central (UTA) para suministrar aire preacondicionado a un plenum sellado en el techo, manteniéndolo bajo una ligera presión positiva. Posteriormente, las unidades de filtración de aire (FFU) activas extraen aire de este plenum presurizado y lo filtran hacia la sala. Esto reduce la carga del motor de las FFU y garantiza un flujo descendente uniforme. Sistemas de filtración terminal versátiles de KLC InternationalKLC International ofrece soluciones de alta calidad para la filtración terminal, tanto activa como pasiva, en salas blancas, lo que permite a los ingenieros elegir la mejor configuración para su aplicación.•Unidades de filtro con ventilador (FFU) KLC: Las FFU KLC incorporan motores EC sin escobillas de alto rendimiento que ofrecen un ahorro energético de hasta el 50 % en comparación con las unidades de CA estándar. Funcionan con bajos niveles de ruido (≤53 dB(A) para los modelos estándar) y cuentan con control de grupo RS485, lo que permite gestionar hasta 7900 unidades desde un único terminal. Su diseño compacto (con una altura inferior a 250 mm) resulta ideal para instalaciones con espacio limitado en el techo.•Cajas de filtro HEPA terminales KLC: Las cajas HEPA pasivas KLC están fabricadas en acero laminado en frío con recubrimiento de polvo electrostático o en acero inoxidable SS304 de alta calidad. Incorporan amortiguadores mecánicos herméticos integrados, rejillas de borde de cuchilla con sellado de gel líquido para una validación sin fugas y puertos de prueba de conexión rápida en el lado de la sala para realizar pruebas PAO/DOP eficientes. Preguntas frecuentes: Caja de filtro FFU vs. HEPA¿Qué sistema es más eficiente energéticamente: la unidad FFU o la caja con filtro HEPA?En salas blancas de tamaño mediano a grande, los sistemas FFU equipados con motores EC suelen ser más eficientes energéticamente. Las cajas HEPA pasivas requieren que la unidad de tratamiento de aire central impulse el aire a través de largas redes de conductos de alta resistencia, lo que genera importantes pérdidas de presión estática. Las unidades FFU evitan estas pérdidas al tomar el aire de un plenum abierto y filtrarlo localmente, lo que permite que la unidad de tratamiento de aire central funcione a presiones estáticas mucho más bajas.¿Puedo actualizar una sala limpia en el futuro, pasando de cajas HEPA a unidades FFU?Sí. La actualización de cajas HEPA pasivas a unidades FFU activas es una estrategia común de modernización para salas blancas que necesitan aumentar su nivel de limpieza (por ejemplo, de ISO 7 a ISO 5). Dado que las unidades FFU se adaptan directamente a las rejillas de techo estándar, se pueden retirar las cajas pasivas, modificar o desconectar los conductos e instalar módulos FFU motorizados sin necesidad de realizar reformas estructurales en el techo.¿Cómo se compara el ruido localizado de los conjuntos FFU con el de las cajas HEPA pasivas?Una sola caja HEPA pasiva es completamente silenciosa. Una sola unidad FFU funciona a un nivel de ruido de 52 a 58 dB(A). Sin embargo, en grandes conjuntos, es necesario gestionar la superposición acústica de cientos de unidades FFU. Los modernos diseños de motores EC y los deflectores acústicos en las unidades FFU de KLC minimizan este problema, manteniendo el ruido de fondo acumulado en la sala limpia dentro de los estándares internacionales (normalmente ≤60 a 65 dB(A) para salas limpias en funcionamiento).¿Con qué frecuencia es necesario reemplazar los motores de las unidades de filtro con ventilador?Las unidades de filtro de alta calidad, como las de KLC, utilizan motores EC sin escobillas con rodamientos de bolas autolubricantes. Estos motores tienen una vida útil de entre 50 000 y 100 000 horas, lo que equivale aproximadamente a entre 6 y 11 años de funcionamiento continuo las 24 horas del día, los 7 días de la semana, antes de que sea necesario reemplazar los rodamientos o el motor.¿Cuál es la altura libre requerida en el plenum del techo para ambos sistemas?Las cajas HEPA pasivas suelen requerir entre 600 y 800 mm de espacio vertical para alojar las curvas de los conductos y las compuertas manuales. Las unidades FFU activas pueden funcionar en cámaras de distribución con tan solo 300 a 400 mm de espacio libre, lo que las convierte en la opción preferida para la modernización de edificios con techos bajos.¿Son las unidades de filtración de combustible (FFU) adecuadas para salas blancas que manipulan productos químicos altamente peligrosos?Las unidades de filtración de aire (FFU) activas que recirculan el aire dentro de un plenum de techo abierto no se recomiendan para salas blancas que manipulan productos químicos altamente tóxicos o volátiles, a menos que el plenum esté completamente canalizado y funcione bajo presión negativa. Para aplicaciones tóxicas, se suelen preferir las cajas HEPA pasivas con conductos para garantizar que los vapores peligrosos se transporten de forma segura directamente a la unidad de tratamiento de aire (UTA) de extracción o a los depuradores de carbón.¿Por qué se prefiere un motor EC a un motor AC en los sistemas FFU?Los motores EC (conmutados electrónicamente) combinan la ausencia de mantenimiento de los motores de inducción de CA con las ventajas de control de velocidad de los motores de CC. Son entre un 40 % y un 50 % más eficientes energéticamente que los motores de CA, funcionan a menor temperatura, producen menos vibraciones y pueden controlarse digitalmente mediante una red RS485 para ajustes automáticos de velocidad.¿Cómo se realiza una prueba de fugas PAO en una caja de filtro HEPA pasivo?En una caja HEPA pasiva, el aerosol PAO se inyecta en el conducto de suministro principal antes de la caja. A continuación, los técnicos utilizan el puerto de prueba del difusor de la caja, situado en el lado de la sala, para medir la concentración del aerosol aguas arriba antes de usar una sonda fotónica para examinar la superficie del filtro HEPA en busca de fugas.¿Pueden los sistemas FFU funcionar sin ningún tipo de conducto?Sí. En una sala limpia con plenum de retorno, el aire se extrae a través de rejillas a nivel del suelo, asciende por conductos de retorno en las paredes laterales y entra en un plenum abierto en el techo. Las unidades de filtración de aire (FFU) extraen el aire directamente de este plenum abierto y lo impulsan de vuelta a la sala limpia, eliminando por completo la necesidad de conductos de suministro.¿Cómo funcionan los sistemas de control de grupos FFU de KLC?Los sistemas de control de grupos de unidades de refrigeración de KLC utilizan líneas de comunicación RS485 conectadas a una terminal de control central o PLC. Esto permite a los administradores de instalaciones supervisar, ajustar y programar hasta miles de unidades de refrigeración individuales. El software proporciona información en tiempo real sobre el estado del motor, la velocidad de rotación y el tiempo de funcionamiento, y envía alertas inmediatas si alguna unidad presenta una falla eléctrica o mecánica.Conclusión y recomendaciónLa decisión entre unidades de filtro con ventilador activas y cajas de filtro HEPA pasivas debe basarse en la clase de sala limpia, las necesidades de flexibilidad a largo plazo y las limitaciones de espacio en el techo. Para salas limpias grandes y de alta calidad (ISO 5 o superior) o instalaciones donde la flexibilidad de la distribución es fundamental, los sistemas de unidades de filtro con ventilador activas son la opción estándar de la industria. Para salas limpias de menor clase (ISO 7-8) con presupuestos iniciales limitados y requisitos de funcionamiento silencioso, las cajas HEPA pasivas son altamente efectivas. Ya sea que opte por la filtración terminal activa o pasiva, KLC International ofrece equipos certificados líderes en la industria, diseñados para cumplir con las especificaciones de su proyecto. VisiteKLC Visite nuestra página web internacional para explorar nuestra completa gama de unidades FFU de alta eficiencia y cajas HEPA terminales, y póngase en contacto con nuestros expertos en aplicaciones de climatización (HVAC).















































 Soporta red IPv6
Soporta red IPv6